Как выбрать технологию газотермического напыления под реальные задачи производства

Меня зовут Сергей Кравцов, я инженер-технолог по газотермическим покрытиям, и этим делом занимаюсь двадцать пять лет. Начинал на авиадвигательном заводе с плазменного напыления термобарьерной керамики на лопатки турбин, позже ставил участок HVOF для упрочнения деталей шасси и гидравлики, запускал электродуговую металлизацию для антикоррозионной защиты крупных стальных конструкций. За эти годы я перепробовал все четыре основные технологии на реальных деталях и хорошо знаю, где каждая выигрывает, а где её брать не стоит. Расскажу, как выбираю процесс под конкретную задачу.
Сначала о сути. Газотермическое напыление — это группа методов, в которых материал нагревают до расплавления или пластичного состояния и газовой струёй переносят на поверхность детали. Слой растёт из множества расплющенных частиц-ламелей и даёт детали то, чего нет у основного металла: износостойкость, коррозионную стойкость, жаростойкость или электроизоляцию. Под общим названием живут четыре технологии — газопламенное, электродуговое, плазменное и высокоскоростное (HVOF) напыление, и от выбора между ними зависит и качество покрытия, и его цена.
Принцип у всех один: нагрев — диспергирование — перенос — удар частиц о подложку. А различаются методы источником тепла и скоростью частиц, и именно эти два параметра я в первую очередь и держу в голове, потому что они задают плотность, адгезию и пористость. Общие требования к газотермическим покрытиям у нас описывает ГОСТ 9.304, терминологию и классификацию — стандарт ISO 14917. Дальше разберу каждую технологию, сведу характеристики в таблицу и расскажу, по каким критериям выбираю процесс.
Основные технологии газотермического напыления

Газопламенное напыление я называю рабочей лошадкой: метод самый доступный. Горючий газ (ацетилен или пропан) с кислородом даёт пламя около 3000–3200 °C, оно плавит порошок или проволоку, а поток газа уносит частицы на деталь со скоростью 40–100 м/с. Покрытие выходит сравнительно пористым (10–15 %) с умеренной адгезией, зато оборудование недорогое и мобильное — им удобно работать прямо на объекте. Электродуговую металлизацию я устраиваю иначе: между двумя проволоками под напряжением горит дуга, расплав распыляется сжатым воздухом. Метод берёт только электропроводные материалы, но по производительности ему нет равных — десятки килограммов в час, поэтому им я защищаю от коррозии крупные стальные конструкции цинком и алюминием.
Плазменное напыление — мой инструмент для тугоплавких материалов. Плазменная струя с температурой 12000–15000 °C плавит почти всё, включая керамику и оксиды, частицы летят со скоростью 200–400 м/с, и покрытие получается плотным (пористость 1–7 %) с хорошей адгезией; именно плазмой я наносил термобарьерную керамику из диоксида циркония на лопатки. HVOF, высокоскоростное газопламенное напыление, делает ставку не на жар, а на скорость: продукты сгорания топлива с кислородом разгоняют частицы до 500–800 м/с в сверхзвуковой струе. Частицы не перегреваются, но бьют по подложке с огромной кинетической энергией и дают самые плотные покрытия (пористость менее 1–2 %) с высокой адгезией — для твёрдых сплавов на основе карбида вольфрама я не знаю метода лучше.
Критерии выбора технологии напыления
Выбор способа нанесения покрытия я всегда начинаю с материала. Тугоплавкую керамику и оксиды возьмёт только плазма — остальным не хватит температуры. Твёрдые сплавы на основе карбидов (WC-Co, Cr3C2-NiCr) отдаю на HVOF: высокая скорость и умеренный нагрев сохраняют карбидную фазу и дают плотный износостойкий слой. Металлы и сплавы в проволоке — цинк, алюминий, стали, бронзы — экономичнее всего класть электродуговой металлизацией или газопламенно. Самофлюсующиеся сплавы на никелевой основе я напыляю газопламенно с последующим оплавлением, так получается беспористый слой.
Дальше я смотрю на требуемые свойства покрытия. Нужны максимальная плотность, адгезия и минимум пористости — беру HVOF; важны диэлектрика, толстая керамика или термобарьерный слой — плазму; для недорогой антикоррозионной защиты больших площадей хватит электродуговой металлизации. И только потом — производственные требования: производительность (тут рекордсмен дуговая металлизация), габариты и геометрию детали (газопламенное и дуговое оборудование мобильно, плазма и HVOF обычно живут в камере с манипулятором, шумо- и пылезащитой) и бюджет на оборудование. Подчеркну важное: во всех методах подложка греется слабо — обычно ниже 150–200 °C, так что деталь не коробится и структуру основного металла сохраняет.
Сравнение характеристик методов напыления
Чтобы не держать всё в голове, я свожу ключевые параметры четырёх технологий в одну таблицу. Главные различия — в температуре источника и скорости частиц: чем выше скорость и оптимальнее нагрев, тем плотнее и прочнее покрытие.
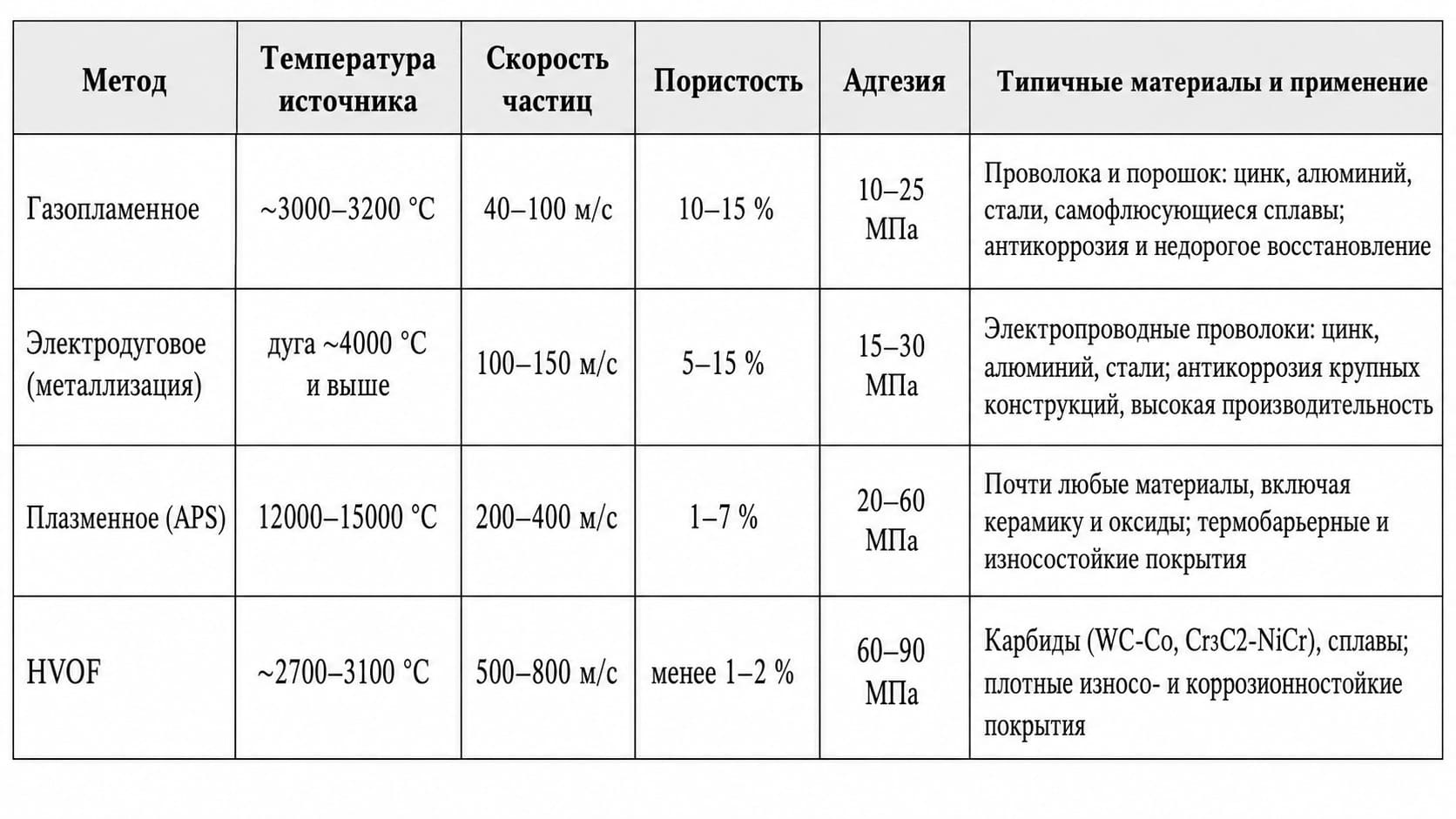
Сравнение характеристик методов напыления
За таблицей стоит простая закономерность, которую я проверял не раз: газопламенный и электродуговой методы выигрывают в цене и производительности, но уступают в плотности; плазма даёт универсальность по материалам и температуру для керамики; HVOF берёт рекордной плотностью и адгезией за счёт сверхзвуковой скорости частиц. Коррозионная стойкость и ресурс покрытия растут вместе с плотностью, поэтому на ответственные узлы я почти всегда ставлю плазму или HVOF, даже если оборудование дороже.
Практическое применение и производственные аспекты
На практике газотермическое напыление металла я применяю для трёх классов задач. Первый — защита от износа: валы, штоки, плунжеры и уплотнительные поверхности упрочняю карбидами через HVOF или плазму. Второй — защита от коррозии: металлоконструкции, мосты и резервуары металлизирую цинком и алюминием электродуговым методом. Третий — ремонт и восстановление деталей: напылением наращиваю изношенные посадочные места, шейки валов и подшипниковые гнёзда, возвращая деталь в размер. Отдельная большая область из моей практики — термобарьерные и жаростойкие покрытия в энергетике и авиадвигателестроении, где керамику на лопатки кладут плазмой.
Экономику я считаю не по цене нанесения, а по ресурсу: дорогое HVOF-покрытие из твёрдого сплава нередко служит в разы дольше дешёвого газопламенного и в пересчёте на срок службы выходит выгоднее. Габариты и геометрию детали тоже нельзя сбрасывать со счетов: внутренние поверхности, глухие полости и мелкие детали напылять трудно, а крупные конструкции я предпочитаю обрабатывать мобильным дуговым или газопламенным оборудованием прямо на объекте. Когда задача нетиповая, технологию, материал и режим стоит подбирать с тем, у кого есть весь парк установок: газотермическое напыление стоит заказывать у производства с собственным плазменным, дуговым и HVOF-оборудованием, где процесс выберут под требования к покрытию, а не под единственную имеющуюся установку.
Редактор: AndreyEx
