КАК СГИБАТЬ U (C) КАНАЛ
Подобно широкому фланцу и двутавровой балке, швеллер можно гнуть с помощью ряда различных процессов гибки. Наиболее распространенным методом гибки является изгиб рулона или метод пирамидальных изгибов. Прямой материал вставляется в рулоны; затем рулоны перемещаются горизонтально, чтобы придать материалу желаемый радиус. Материал также можно гнуть постепенно горячим или постепенно холодным способом. Здесь за один раз сгибаются небольшие участки материала. По завершении сечение имеет плавный изгиб по отношению к изогнутому сечению. Наконец, швеллер можно также согнуть в рулон, что обычно делается при гибке лестничных стрингеров.
Так же, как широкий фланец и двутавровая балка, для успешного изгиба швеллера жестким способом необходимо использовать растяжитель полотна и/или оправки. Эти инструменты крайне важны при жесткой гибке, поскольку они предотвращают изгиб или деформацию критического полотна.
ХОЛОДНАЯ ГИБКА
Каналы можно закатывать жестким способом, вставлять фланцы внутрь или вынимать фланцы наружу. Поскольку каналы асимметричны, они могут представлять проблему при прокатке. Необходимо позаботиться о том, чтобы поддерживать внутренний фланец швеллера, прокатанного жестким способом, так как внутренний фланец, как правило, хочет опрокинуться по мере продолжения процесса прокатки. Каналы, закатанные фланцами внутрь или наружу, как правило, можно раскатывать по гораздо более узким радиусам, чем каналы, закатанные жестким способом.
Самый простой процесс гибки швеллера — это “выдавливание фланцев”. Изгиб “фланцев в” канале может быть затруднен, если фланцы относительно высокие. Самый сложный процесс гибки швеллера — это “трудный путь”. Действительно, при прочих равных условиях «трудный путь» является одной из самых сложных конструктивных форм для изгиба без искажений. При проверке качества гнутого стального швеллера “hard-way” крайне важно убедиться в том, что фланцы имеют квадратную форму, что не было изгиба полотна и что радиус соответствует действительности.
Процесс холодной гибки позволяет сгибать как стандартные каналы (обозначенные как C-канал), так и различные каналы (обозначенные как MC-канал), от очень маленьких размеров до очень больших размеров. Фактически, профилегибочный станок может гнуть все поставляемые станками размеры всех типов швеллеров.


Профилегибочный станок способен сгибать швеллеры простым способом (против слабой оси) и сложным способом (против сильной оси). Он может гнуть все типы швеллеров, включая алюминиевую, нержавеющую и углеродистую сталь.
Стандартные и другие швеллеры задаются аналогичным образом. Примером выноски для стандартного швеллера может быть C12x20.7#. Буква C обозначает стандартный швеллер. 12 (в дюймах) указывает глубину швеллера. 20,7# указывает количество фунтов на фут для швеллера.
ГОРЯЧАЯ ГИБКА (ИНДУКЦИОННАЯ ГИБКА)
U-образный канал помещен внутри индукционной катушки, которая при включении нагревает локализованные участки U-образного канала до температур в диапазоне от 1750 ° F до 1850 ° F. Точные сечения зависят от конструкции детали, а точная температура зависит от основного материала. Когда каждая секция достигает нужной температуры гибки, машина медленно перемещает U-образный канал через индукционную катушку, поскольку рычажный механизм фиксированного радиуса прикладывает необходимое усилие для изгиба U-образного канала в зоне нагрева. Когда U-канал выходит из индукционной катушки, он немедленно охлаждается водой, чтобы минимизировать тепловое расширение.

индукционная гибка двутавровой балки
ПРЕИМУЩЕСТВА ИНДУКЦИОННОЙ ГИБКИ
По сравнению с другими методами индукционная гибка имеет ряд преимуществ, в том числе:
- Меньшие требования к инструменту: для изготовления изгибов не требуются штампы или оправки.
- Снижение затрат на материалы: станки позволяют производителям создавать стандартные гнутые формы из прямых материалов по мере необходимости, что позволяет им воспользоваться преимуществами более низкой стоимости материала. Кроме того, они могут сэкономить на складских расходах, поскольку им больше не нужно хранить стандартные изгибы на складе.
- Более чистые операции: не требуют использования смазки. Кроме того, вода, используемая для закалки, может быть переработана.
- Более прочные детали: устраняет необходимость в сварных швах в критических точках конструкции, что повышает способность сборки выдерживать давление и нагрузки.
Гибка Швеллера
В зависимости от ваших уникальных требований к проекту, угол изгиба профиля может быть выполнен из различных материалов, включая углеродистую сталь, нержавеющую сталь, алюминий, титан и медь.
Важные Сведения О Стальных Швеллерах
Вот некоторые важные моменты, касающиеся швеллеров из конструкционной стали, которые вы должны иметь в виду при их рассмотрении:
- ‘Глубина’ канала (насколько он высок)
- Высота ног
- Толщина ножки
- Толщина полотна
- Скругление С-образного канала. Скругление — это угол, под которым ножка соприкасается с полотном. Этот радиус предусмотрен не всегда
Параметр Гибочной Машины С U-Образным Каналом Серии PBH
Горизонтальный изгиб стального швеллера (Hardway) — сложный способ, и метод гибки такой же сложный, как и двутавровая балка. Для этого требуется специальный станок для гибки долотных профилей с девятым гидравлическим компонентом.
Важный Совет При Выборе Гибочного Станка Для U-Образных Швеллеров
Профилегибочный станок серии PBH может гнуть U-швеллер из нержавеющей стали, углеродистой стали, алюминия и других материалов.
Но когда вам нужно согнуть алюминиевую U/C-образную сталь для отделки или использования в автомобилях и поездах, мы рекомендуем вам выбрать наш станок для гибки алюминиевых профилей B-CNC. Потому что точность гибки нашего станка для гибки алюминиевых профилей с ЧПУ достигает 0,01 мм.
ГИБКА ЭКСТРУДИРОВАННЫХ АЛЮМИНИЕВЫХ U & C КАНАЛОВ
В области экструзии алюминия гибка мало что может быть так сложно, как гибка алюминиевого U-швеллера.
Асимметричная форма приводит к очень высокой склонности профиля к деформации или деформации, что обычно приводит к разрушению швеллера.
Это часто неприемлемо, поскольку швеллер обычно служит определенной цели, будь то дорожка, пространство для хранения или элемент.
Это означает, что поиск способа успешного изгиба U-образных сечений канала имеет решающее значение.
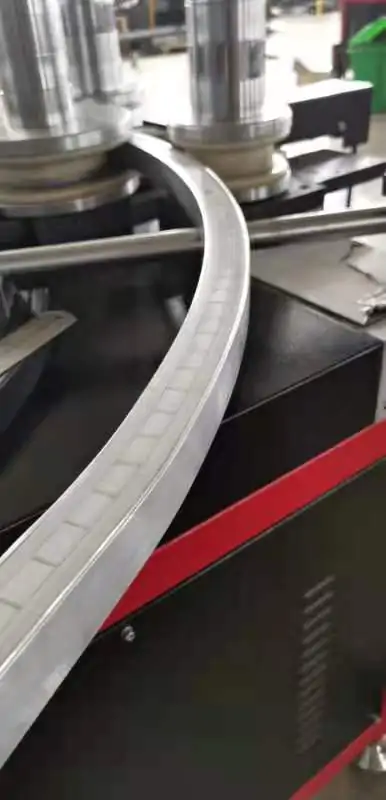
На рисунке ниже изображен профиль С-образного канала, согнутый на нашем гибочном станке для алюминиевых профилей серии CNC, изогнутый после порошковой окраски, без повреждения отделки, без деформации или разрушения. Хотя сечение может показаться достаточно простым, легко недооценить сложность последовательного изгиба такого тонкостенного U-образного канала.





2 Ключевых Момента Гибки Алюминиевого Швеллера
Асимметрия
Асимметрия — враг легкого изгиба, вот почему профили из алюминиевых швеллеров могут быть такими сложными в формовании. Пожалуйста, обратитесь к рисунку ниже:
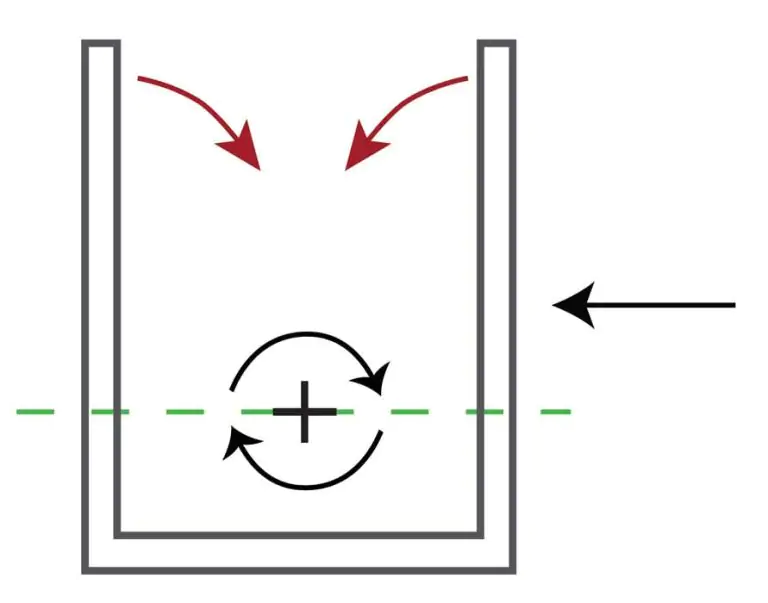
Их сильно асимметричная форма подвергается большой силе скручивания при изгибе, и ножки пытаются сдвинуться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным или немного шире ножек, — поможет специалистам по изгибу лучше контролировать скручивание.
Допуски
Профили алюминиевых швеллеров часто служат определенной цели, например, являются частью гусеницы или транспортной системы. Большинство специалистов по гибке должны уметь правильно их формировать, если указаны допуски в нескольких ключевых областях.
Если производитель выполняет работу по субподряду, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит должным образом.
В любом заказе для специалиста по обработке алюминия должны быть указаны требования, которые позволили бы профилю вписываться в конструкцию или свободно перемещаться внутри нее.
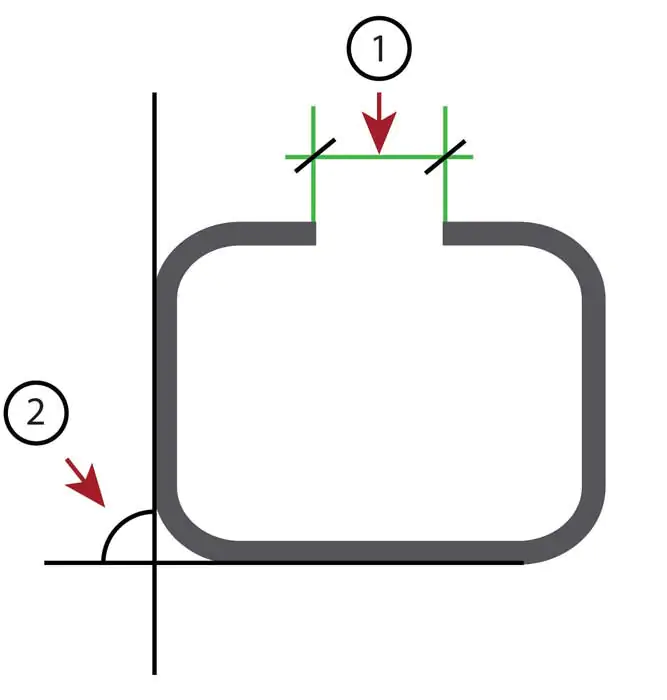
В заказе также должен быть указан допуск на зазор (номер 1 на рисунке выше) для тележки или ползуна, а также допуск на скручивание (номер 2 на рисунке выше), который гарантирует, что тележка не ударится о профиль.
C Каналы
C-швеллеры изготавливаются с использованием алюминия или других металлов. Хотя базовая форма одинакова для каждого канала C, существует множество типов, которые могут быть созданы. “Архитектурный швеллер” имеет очень простую форму с идеально квадратными углами. Конструкционные C-швеллеры бывают нескольких типов, в том числе известные как Aluminum Association, American Standard и Canadian.
Алюминиевые швеллеры Association C более толстые, с закругленными углами на внутренней стороне швеллера, и они очень похожи на швеллеры в канадском стиле. С другой стороны, канал американского стандарта C имеет закругленные углы, а боковые стороны постепенно становятся тоньше, поднимаясь к верху. Каждый тип имеет свои преимущества и недостатки, поэтому все они используются для разных целей. Некоторые из них используются для формования и отделки дверей и окон, в то время как другие используются для конструкционных и соединительных целей.